ABS.pdf (1056 downloads)
ABS
RULES FOR BUILDING AND CLASSING STEEL VESSEL, 2017
ALIGNMENT
Part 4 Chapter 3 Sec 2
5.15 Tail Shaft Bearings
5.15.1 Water-lubricated Bearings
The length of the bearing, next to and supporting the propeller, is to be not less than four times the required tail-shaft diameter. However, for bearings of rubber, reinforced resins, or plastic materials, the length of the bearing, next to and supporting the propeller, may be less than four times, but not less than two times the required tail shaft diameter, provided the bearing design is being substantiated by experimental tests to the satisfaction of ABS.
5.15.2 Oil-lubricated Bearings
5.15.2(a) White metal. The length of white-metal-lined, oil-lubricated propeller-end bearings fitted with an approved oil-seal gland is to be not less than two times the required tail shaft diameter. The length of the bearing may be reduced, provided the nominal bearing pressure is not more than 0.80 N/mm2 (0.0815 kgf/mm2, 116 psi), as determined by static bearing reaction calculation taking into account shaft and propeller weight which is deemed to be exerted solely on the aft bearing, divided by the projected area of the bearing surface. The minimum length, however, is not to be less than 1.5 times the actual diameter.
5.15.2(b) Synthetic material. The length of synthetic rubber, reinforced resin or plastic oil-lubricated propeller end bearings fitted with an approved oil-seal gland is to be not less than two times the required tail shaft diameter. The length of bearing may be reduced, provided the nominal bearing pressure is not more than 0.60 N/mm2 (0.0611 kgf/mm2, 87 psi), as determined by static bearing reaction calculation taking into account shaft and propeller weight which is deemed to be exerted solely on the aft bearing, divided by the projected area of the bearing surface. The minimum length, however, is not to be less than 1.5 times the actual diameter. Where the material has demonstrated satisfactory testing and operating experience, consideration may be given to increased bearing pressure.
5.15.2(c) Cast iron or bronze. The length of oil-lubricated cast iron or bronze bearings which are fitted with an approved oil-seal gland is to be not less than four times the required tail shaft diameter.
5.15.2(d) Stern tube bearing oil lubricating system sampling arrangement (2001). An arrangement for readily obtaining accurate oil samples is to be provided. The sampling point is to be taken from the lowest point in the oil lubricating system, as far as practicable. Also, the arrangements are to be such as to permit the effective removal of contaminants from the oil lubricating system.
5.15.3 Grease-lubricated Bearings
The length of grease-lubricated bearings is to be not less than four times the diameter of the required tail shaft diameter.
7.3 Shaft Alignment (2015)
7.3.1 Submission of Calculations and Procedures
7.3.1(a) Shaft alignment calculations, alignment procedures, and stern tube boring details, as applicable, are to be submitted for review for:
i) Propulsion shafting of diameter greater than 300 mm (81 in.)
ii) Propulsion shafting with no forward stern tube bearing
The calculations, alignment procedures, and stern tube boring details for these shafting arrangements are to comply with 4-3-2/7.3.2 through 4-3-2/7.3.4.
7.3.1(b) Shaft alignment calculations for all other types of installations are only required to be submitted for reference.
7.3.2 Shaft Alignment Calculations
7.3.2(a) The alignment calculations are to include bearing reactions, shear forces and bending moments along the shafting and are to be performed for the maximum allowable alignment tolerances. The analysis is to show that:
i) Bearing loads under all operating conditions are within the acceptable limits specified by the bearing manufacturer.
ii) Bearing reactions are always positive (i.e., supporting the shaft), except as determined acceptable in accordance with 4-3-2/11.1.2(e)v).
iii) Shear forces and bending moments on propulsion equipment are within the limits specified by manufacturers.
iv) Shear forces and bending moments at the crankshaft flange are in accordance with the engine manufacturer’s limits.
Moreover, the shaft alignment calculations are to include the following (as applicable):
v) Geared Systems. In case of geared systems, the calculated misalignment between main gear and pinion is to be less than 0.1*10-3 [rad], unless specifically approved otherwise.
vi) Misalignment Slope (2017). The designed relative misalignment slope between the shaft and the tail shaft bearing is to be positive, and not to exceed 0.3*10-3 [rad].
vii) Stern Tube Bearing Fitting. Based on the actual interference fit tolerances, the stern tube bearing fitting calculation, including fitting pressure and push-in distance, is to be submitted for review.
viii) Tail Shaft Bearing Clearance Calculation (2017). A clearance calculation, on aft and forward stern tube bearing, with alignment model showing only the propeller shaft on two stern tube bearings, is to be included in the shaft alignment analysis report and submitted to ABS for review. In installations with no forward stern tube bearing, a temporary support is to be utilized in place of the forward stern tube bearing.
In addition, the shaft alignment analysis is to identify:
ix) Sag and gap data and temporary support location corresponding to the condition(s) in which they will be measured
x) Jack up locations
7.3.2(b) Hull Deflections Accounted for in the Analysis. The vessel conditions to be considered in the analysis are to account for the following:
i) Drydock or after launching draft at cold static condition
ii) Full ballast draft at hot static condition
iii) Fully laden draft at hot static condition
7.3.2(c) Hull Deflections NOT Accounted for in the Analysis (2016). Where the hull deflections are not accounted for in the analysis then the shaft alignment verification is to comply with 4-3-2/11.1.2(e)iv). Vessels where cargo/ballast load change is not significantly affecting the draft of the ship will be given special consideration. In no case are the calculated bearing reactions to exceed 80% of the maximum allowable manufacturer’s limit.
7.3.3 Stern Tube Slope Boring (2017)
i) If the calculated relative misalignment slope between the shaft and the tail shaft bearing is greater than 0.3*10-3 [rad], the relative misalignment slope is to be reduced by means of slope-boring or bearing inclination.
ii) The slope boring angle calculation (single or double slope) is to be based on a static afloat condition with a hot engine and fully immersed propeller. Also see 4-3-2/7.3.2(a)vi) above.
iii) The slope boring verification procedure is to be submitted for review.
iv) An aft stern tube bearing double slope boring design is to have the transition point between two slopes located in between D/3 and L/4 distance from the aft bearing edge. The slope design angles are to be such to result in heaviest reaction load at the point of the slope transition, and as close to zero load as possible at the aft and forward edge of the bearing.
D = actual shaft diameter
L = length of aft stern tube bearing
11.1 Shaft Alignment (2017)
11.1.1 All Vessels
The shaft alignment is to be carried out in the presence of a Surveyor. The alignment is to be verified in the afloat condition with superstructure in place and major welding work completed and is to be to the satisfaction of the attending Surveyor.
11.1.2 Vessels with Shafting Arrangements Identified in 4-3-2/7.3.1(a) (2015)
11.1.2(a) Alignment Verification. The alignment verification is to be carried out in accordance with the procedures addressed in 4-3-2/7.3.4. The alignment calculated data is to be verified and recorded, in the presence of the Surveyor for the following:
i) Stern tube sighting and slope boring (as applicable) before shaft fitting
ii) Stern tube bearing fitting pressure and push-in distance, as identified in 4-3-2/7.3.4ii)
iii) Stern tube bearing clearance, as identified in 4-3-2/7.3.4iii)
iv) Sag and gap
v) Bearing reaction
11.1.2(b) Stern Tube Bearing Run-in Procedure (2017). For shaft installations with no forward stern tube bearings and for shaft installations with stern tube bearings having a double-slope boring, a bearing run-in procedure is to be submitted by the builder/designer and the same is to be carried out to the satisfaction of the attending Surveyor before the stern tube bearings are exposed to higher service speeds and rudder angles.
11.1.2(c) Stern Tube Sighting and Slope Boring (as Applicable) before Shaft Fitting
i) Maximum allowable slope boring angle deviation is not to result in negative slope, and is never to exceed relative misalignment slope of 0.3*10-3 [rad].
ii) (2017) In case of a propulsion installation with no forward stern tube bearing, the stern tube bore sighting and slope boring are to be conducted as identified in 4-3-2/7.3.
iii) In cases where sighting through and bearing positioning are conducted in block stage of the vessel construction, the verification of the following procedures is required:
a) Slope boring angle (as applicable)
b) Bearing vertical offset positioning
c) Engine vertical offset positioning
d) Sag and gap procedure.
iv) (2017) If a monitoring system is installed to verify the sterntube bearing misalignment then consideration to waive some of the above requirements can be given.
11.1.2(d) Sag and Gap Verification
i) The sag and gap is to be measured at the drydock or after launching condition, unless agreed to otherwise by ABS.
ii) With assistance of the temporary supports the sag and gap needs to be simultaneously verified at all open flanges until sag and gap values are brought within acceptable tolerances of ±1 mm from the corresponding calculated values.
11.1.2(e) Bearing Load Verification
i) The bearing load measurements are to be carried out at the drydock or lightship condition, unless agreed to otherwise by ABS.
ii) Bearing reactions are required to be verified and recorded by such means as hydraulic jack and/or strain gauge method on all accessible shafting bearings namely:
a) Forward stern tube bearing
b) Intermediate shaft bearing(s)
c) Minimum three aftmost main engine bearings (for directly coupled propulsion systems only)
d) Main-gear shaft bearing
iii) Where hull deflections are accounted for in the analysis:
a) The measured values for the bearings identified in 4-3-2/11.1.2(e)i) are to be within ±20% of the calculated values, unless specifically approved otherwise.
b) (2017) For the first vessel in series, in addition to 4-3-2/11.1.2(e)i)-ii) requirements bearing load measurements are to be taken for at least one additional service draft condition per 4-3-2/7.3.4vi).
c) In the case that the measured values are not within the prescribed tolerance identified in 4-3-2/11.1.2(e)iii)a), the shaft alignment calculations are to be revised so as to reflect compliance and re-submitted, or the provisions of 4-3-2/11.1.2(e)iv) followed.
iv) (2016) Where hull deflections are NOT accounted for in the analysis, in addition to 4-3-2/11.1.2(e)i)-ii), bearing load measurements are to be taken in at least one additional service draft condition of the vessel with the aft peak tank full [see 4-3-2/7.3.2(b)ii)-iii)] or other service condition as determined acceptable by ABS), as deemed necessary. In no case are the measured bearing reactions to exceed 80% of the maximum allowable manufacturer’s limit.
v) In the case that measurements in a particular service condition indicate that one of the bearings is unloaded, additional measurements and analyses, (such as whirling analysis) will be required to confirm unloading of the bearing has no adverse effect on vessel operation.
vi) Additional bearing load measurements may be required, as determined necessary by ABS.
TORSIONAL VIBRATION
Pt 4, Ch 3, Sec 2
7.5 Torsional Vibrations (1 July 2006)
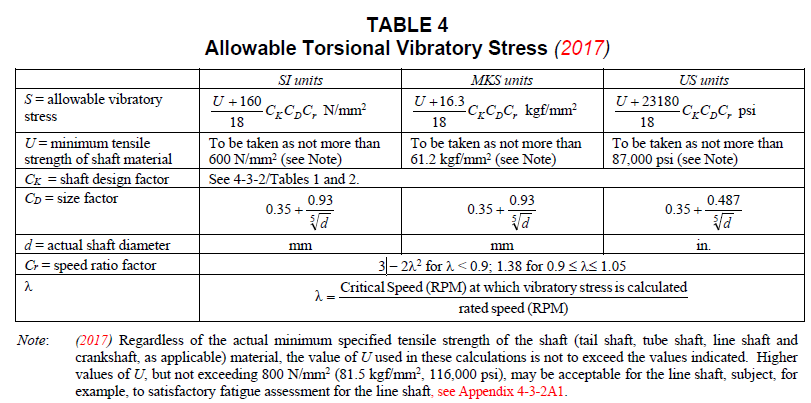
7.5.1 Allowable Torsional Vibration Stress (1 July 2006)
The torsional vibration stress in the propulsion shafting system is not to exceed the allowable vibratory stress, S, given in 4-3-2/Table 4. The analysis of torsional vibrations shall account for stresses resulting from vector summation of responses (synthesis) of all relevant excitation harmonics.
The stress limit S is applicable for propulsion shafting systems, including types of couplings, dampers, clutches, etc., where torsional vibratory torque is the only load of significance.
For propulsion shafts, and equipment integral to the shaft, where vibratory torque is not the only significant source of load, the stress limit S does not apply. Design criteria of such shafts are contained in the following applicable sections:
i) Crankshafts: see 4-2-1/5.9,
ii) Turbine rotor shafts: see 4-2-3/5.1, and 4-2-4/5.3
iii) Gear shafts: see 4-3-1/5.9
iv) Electric motor shafts: see 4-8-3/3.11
v) Generator shafts: see 4-8-3/3.11
vi) Other shafts and equipment that falls under the subject criteria need to be designed considering maximum combined load acting within operating speed range of the propulsion system.
7.5.2 Diesel Engine Installations (1 July 2006)
For diesel engine installations, vibratory stresses are to be calculated with any one cylinder not firing and the calculations are to be submitted for information.
7.5.3 Barred Speed Ranges (1 July 2006)
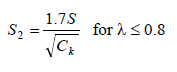
When torsional vibratory stresses exceed the foregoing limits at an rpm within the operating range but less than 80% of rated speed, a barred range is to be provided. The allowable vibratory stress in a barred range due to the alternating torsional vibrations is not to exceed the values given by the following:
where
S2 = allowable vibratory stress within a barred range, N/mm2 (kgf/mm2, psi)
λ, S, Ck are as defined in 4-3-2/7.5.1.
Where shafts may experience vibratory stresses close to the permissible stresses for transient operation, the shaft material is to have a specified minimum ultimate tensile strength of not less than 500 N/mm2 (50.9 kgf/mm2, 72,500 psi). Otherwise materials having a specified minimum ultimate tensile strength of not less than 400 N/mm2 (40.8 kgf/mm2, 58,000 psi) may be used.
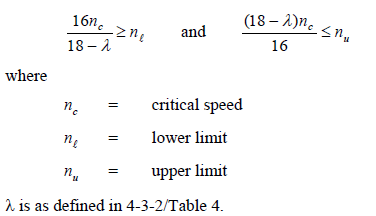
Barred ranges are not acceptable in the speed range between 0.8 and 1.05 of the rated speed. The existence of a barred range at speeds less than 0.8 of the rated speed is to be considered in establishing standard operating speeds for the vessel. The width of the barred range is to take into consideration the breadth and severity of the critical speed but is not to be less than the following limits:
7.5.5 Other Effects
Because critical torsional vibration has deleterious effects other than shafting fatigue, the limits in 4-3-2/7.5.1 are not intended for direct application as design factors, and it is desirable that the service range above 90% of rated speed be kept clear of torsional critical speeds insofar as practicable.
7.5.6 Torsiograph Tests (2006)
When the calculation indicates that criticals occur within the operating range, whose severity approaches or exceeds the limits in 4-3-2/7.5.1, torsiograph tests may be required to verify the calculations and to assist in determining ranges of restricted operation.
7.5.7 Vibration Dampers
When torsional vibratory stresses exceed the limits in 4-3-2/7.5.1 and a barred range is not acceptable, the propulsion system is to be redesigned or vibration dampers are to be fitted to reduce the stresses.
7.5.8 Gears
When the propeller is driven through reduction gear, or when geared booster power or power take-off is provided, a barred range is to be provided at the acceptable critical speed if gear tooth chatter occurs during continuous operation at this speed.
Part 4 Chapter 2 Sec 1
1.9.5 Calculations and Analyses (2001)
Torsional vibration analysis for propulsion shafting systems for all modes of operation including the condition of one cylinder misfiring
Calculation demonstrating the adequacy of the bolting arrangement attaching tuning wheels or vibration dampers to the propulsion system to withstand all anticipated torsional vibration and operating loads
5.9.3(b) Calculation of nominal alternating torsional stresses. The maximum and minimum torques are to be ascertained for every mass point of the complete dynamic system and for the entire speed range by means of a harmonic synthesis of the forced vibrations from the 1st order up to and including the 15th order for 2-stroke cycle engines and from the 0.5th order up to and including the 12th order for 4-stroke cycle engines. Allowance must be made for the damping that exists in the system and for unfavorable conditions (misfiring [*] in one of the cylinders). The speed step calculation is to be selected in such a way that any resonance found in the operational speed range of the engine is to be detected.
* Note: Misfiring is defined as cylinder condition when no combustion occurs but only a compression cycle.
Where barred speed ranges are necessary, they are to be arranged so that satisfactory operation is possible despite their existence. There are to be no barred speed ranges above a speed ratio of λ ≥ 0.8 for normal firing conditions.
The values received from such calculation are to be submitted for review.
11.3.1 Torsional Vibration
Where torsiograph measurement is required as per 4-3-2/7.5.6, the measurement is to be taken in the presence of a Surveyor.
When a barred speed range is provided in accordance with 4-3-2/7.5.3, tachometer marking, warning notice, and alarms at remote control stations (where fitted), as described in 4-3-2/7.5.4, are to be fitted.
Electronic speed regulating devices may be preset to step-pass the barred range in addition to the warning notice.
When the propeller is driven through reduction gears, the Surveyor is to ascertain that no gear-tooth chatter occurs throughout the operating range. Otherwise, a barred speed range as per 4-3-2/7.5.3 is to be provided; see 4-3-2/7.5.8.
AXIAL VIBRATION
Pt 4, Ch 3, Sec 2
7.7 Axial Vibrations
The designer or the builder is to evaluate the shafting system to ensure that axial vibration characteristics in association with diesel engine or propeller blade-rate frequency forces will not result in deleterious effects throughout the engine operating speed range, with consideration also given to the possibility of the coupling of torsional and axial vibration, unless experience with similar shafting system installations makes it unnecessary. The axial vibrations may be controlled by axial vibration detuners to change the natural frequency of the system or by axial vibration dampers to limit the amplitude of axial vibrations to an acceptable level.
When on the basis of axial vibration calculations the designer or builder proposed to provide barred speed ranges within the engine operating speed range, the calculations are to be submitted for information. The barred speed ranges due to axial vibrations are to be verified and established by measurement.
11.3.2 Axial and Whirling Vibrations (2017)
When calculations indicate that barred speed ranges are present as per 4-3-2/7.7 and 4-3-2/7.9, these barred speed ranges are to be verified and recorded by appropriate measurement procedures in the presence and to the satisfaction of a Surveyor.
WHIRLING VIBRATION
Pt 4, Ch 3, Sec 2
7.9 Whirling Vibrations (2013)
7.9.1 General
Calculations are to be carried out for all main propulsion shafting systems and are to ensure that whirling vibration characteristics are satisfactory throughout the speed range. In addition, calculations of the whirling vibrations for the following arrangements are to be submitted for review:
i) Shafting systems without a forward stern tube bearing or without an intermediate bearing.
ii) Shafting systems whose bearing span exceeds 450d 0,5, where d is the actual shaft diameter in mm of the tail shaft or intermediate shaft, whichever is less. d
iii) Shafting systems having supports outboard of the hull (e.g., A-or P-brackets).
iv) Shafting systems incorporating Cardan shafts
7.9.2 Calculations
7.9.2(a) The calculations in 4-3-2/7.9.1, are to take into account bearing and oil-film stiffness and are to investigate the excitation frequencies giving rise to all critical speeds which may result in significant vibration amplitudes within the speed range.
7.9.2(b) Where calculations, as per 4-3-2/7.9.2(a), indicate the possibility of significant whirling vibration responses within the range of ±20% of maximum continuous ratings (M.C.R.) speed, measurements using an appropriate recognized technique may be required to be taken from the shafting system for the purpose of determining the need for barred speed ranges.
11.3.3 Measurements for Whirling Vibrations (2017)
Where calculations, as per 4-3-2/7.9.2(b), indicate the possibility of significant lateral vibration responses within the range of ±20% of maximum continuous ratings (M.C.R.) speed, measurements using an appropriate recognized technique may be required to be taken from the shafting system for the purpose of determining the need for barred speed ranges.